





























SMT廠房搬遷及產線布局規劃怎么做合理
SMT廠房搬遷及產線布局規劃怎么做合理
SMT廠房搬遷與產線布局優化已成為企業提升產能、適配市場需求的重要舉措。這一過程絕非簡單的設備移位,而是需要遵循系統化、精細化原則,以最小化停產時間、保障生產連續性、提升新廠生產效率為核心目標。結合行業實操經驗,本文為您拆解從搬遷籌備到布局落地的完整解決方案。
一、SMT廠房搬遷:把停產損失降到最低
SMT廠房搬遷的核心痛點在于精密設備保護與生產無縫銜接,需從前期規劃到風險管控形成閉環。
前期規劃:提前3-6個月筑牢基礎
新廠評估是首要環節,需重點核查水電負荷是否適配回流焊等大功率設備,防靜電地面、溫濕度控制(22±2℃、濕度40–60%)是否符合標準,同時確認網絡帶寬、消防設施等配套條件達標。為實現“無縫銜接”,雙線并行過渡模式最為實用,在新廠提前安裝同型號SMT線并完成試產,舊廠生產線拆除后可快速遷移,最大程度減少停產時間。此外,全面備份設備參數、工藝文件、生產程序等核心數據,是搬遷后快速恢復生產的關鍵保障。
拆卸運輸:精密操作防損耗
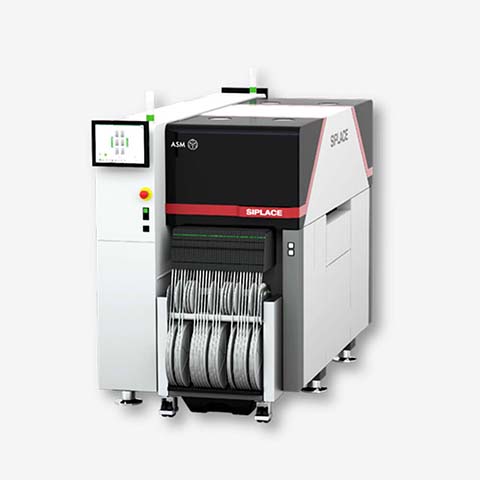
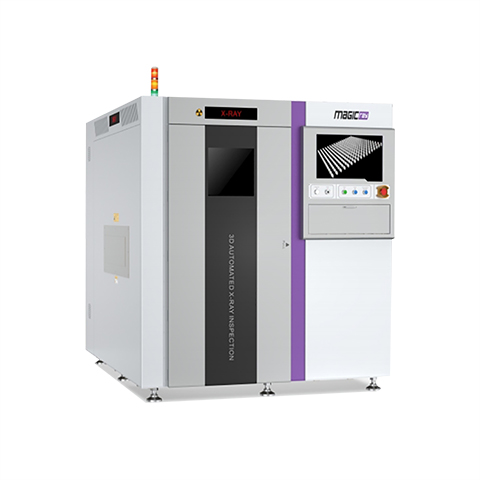
拆卸環節采用模塊化拆解思路,將產線按印刷段、貼片段、回流段等功能分區拆分,既提升效率又降低設備損傷風險。所有線纜、接頭及小零件需做好精準編號標記,避免重裝時出現錯亂。運輸方面,短駁選用氣墊車減少震動,長途運輸則采用空氣懸掛專車,全程實時監控震動數據,確保貼片機、AOI檢測儀等精密設備安全抵達。

安裝調試與風險管理:高效落地+未雨綢繆
安裝遵循“先核心后外圍”原則,優先部署貼片機、回流焊等核心設備,再銜接AOI、輸送線等輔助設施,多組工程師同步并行作業可大幅縮短調試周期。調試需經過“空載測試→小批量試產→全線聯調”三步驗證,確保設備穩定性與工藝一致性。風險管控同樣不可忽視,可為高價值設備投保,提前制定備用電源、臨時倉儲等應急預案,并組織搬遷模擬演練,讓團隊熟悉流程、應對突發情況。
二、SMT產線布局規劃:打造高效柔性生產空間
合理的產線布局能顯著提升生產效率,核心在于實現“高效、流暢、柔性”的生產流轉。
總體布局:適配多場景生產需求
U型或花瓣型布局是行業主流選擇,可實現“一個流”生產,減少物料搬運距離,同時提升人員柔性化操作能力。布局需遵循“出入口一致”原則,讓原材料入口與成品出口同側,避免無效往返浪費。采用模塊化設計則能為未來產能擴展或產線調整預留空間,輕松適配多品種、小批量的生產趨勢。
設備排布與輔助區域:細節決定效率
設備擺放需嚴格遵循“印刷機→貼片機→回流焊爐→AOI檢測→返修區”的標準流程,設備間距保持1.5–2米,既方便操作維護,又能保障物料順暢流轉。貼片機作為核心設備,應置于中心位置,便于物料供應與多機協同。輔助區域規劃同樣關鍵:線邊倉、備料臺需緊鄰貼片機設置,提升換料效率;錫膏區配備冰箱、回溫柜等設備,就近布局在印刷機旁;爐后目檢與返修區設于回流焊后,便于及時處理不良品;滅火器、看板等則按消防與5S要求合理分布。
環境與基建:筑牢生產保障
基礎設施需滿足SMT生產的嚴苛要求:地面需防靜電、平整堅固,溫濕度控制在22±2℃、濕度40–60%區間,電源與氣路需獨立穩定,避免電壓波動或氣壓不穩影響生產精度。這些細節看似微小,卻直接影響產品良率與生產穩定性。
SMT廠房搬遷與產線布局規劃是一項系統工程,從前期籌備到落地執行,每一個環節都需兼顧精密性與實用性。遵循以上方案,既能實現搬遷過程的平穩過渡,又能打造適配長期發展的高效生產空間,為企業在市場競爭中筑牢產能根基。
 深圳市托普科新聞官網微信
深圳市托普科新聞官網微信關注后天天有料
 深圳市托普科微信服務號
深圳市托普科微信服務號SMT 一站式解決方案